生物制药用碟式离心机
目前国内生物制药用离心机主要被国外品牌垄断,价格高昂,交货期和服务都不能保证。而离心机是生物制品生产环节的核心装备,公司基于对行业需求的认真分析和对技术的不断打造,终于实验成功完全满足制药CIP和SIP的离心机,打破了国外品牌的垄断。百帕斯碟式离心机可实现以下应用:
疫苗制备:高效分离病毒颗粒与细胞碎片,保障疫苗纯度和活性。
原料药澄清:高效去除发酵液中的菌体及杂质,提高产品纯度和收率。
酶提取:温和分离胞内酶及细胞碎片,保持酶活性和回收效率。
抗体生产:精准回收目标抗体,去除宿主蛋白和杂质,提高收率
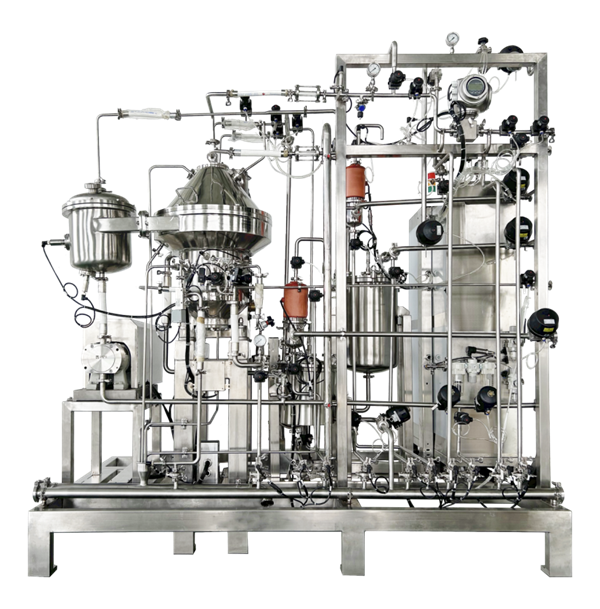
CIP/SIP机型模块配置

CIP机型模块配置
材质说明
部件 | 材质说明 |
转鼓体 | 高强度耐腐蚀不锈钢Cr-Ni-Mo,保证转鼓使用的安全性,可出具无损检测报告。 |
活塞和转鼓盖 | 高强度超级双相不锈钢,保证转鼓使用的安全性和耐蚀性。 |
其他与产品接触部分金属材料 | 不锈钢316L,产品接触表面光洁度Ra≤0.4μm,无死角。 |
与产品接触部分非金属 | 食品级EPDM或PTFE |
非产品接触部分金属 | 不锈钢304,表面光洁度Ra≤0.8μm |
产品特点:
l 全自动进料控制:系统采用全密闭自动进料设计,通过高精度调节阀与实时流量监控,实现对物料的平稳输送,有效保护细胞、蛋白等活性物质,提高产品收率,适合生物制品、发酵液等敏感物料的分离纯化。
l 精密转鼓组件:激光满焊的高精度碟片组,碟片间隙经流体动力学优化,可形成稳定层流,在高速旋转中使包涵体与细胞碎片等与清液快速分离,提高整体分离效率与稳定性。
l 纯水供应保障:模块标配纯水贮藏罐,确保持续为机封提供稳定压力的冷却水及润滑,即使在突发断水情况下,仍能维持一定时间的供水,有效避免机封干磨,延长设备寿命,保障生产安全。
l 无菌隔离保护:模块标配无菌隔离罐,利用排渣溢流水有效隔离外部空气,防止杂菌进入分离系统,确保全程无菌环境,适用于疫苗、胰岛素等高标准无菌生产领域。
l SIP模块设计及无菌保持:离心机集成SIP灭菌系统,可在生产前后进行全面、可验证的在线清洁和灭菌,确保设备内部无菌状态,符合GMP规范,支持连续无菌生产。
l 实时温度监测:系统配备多点温度传感器,对进料、分离与出料全程进行实时温度监控与反馈,确保物料始终处于适宜温度区间,避免活性成分受损,提升产品一致性与安全性。
l 实时取样检测:设备支持在生产过程中进行无菌取样,用户可实时检测物料状态、澄清度、菌体浓度等关键指标,及时调整工艺参数,确保产品质量稳定。
l 完整GMP验证文件:百帕斯以风险导向为核心,在设计、制造、调试和运行各环节实施验证与变更管理,文件包含VP、CA、FEMA、DQ、IQ、OQ、PQ、VSR等全套流程的验证资料,确保设备工艺可控、数据真实、完整且可追溯,使产品能够更快、更稳妥地推向国际市场。

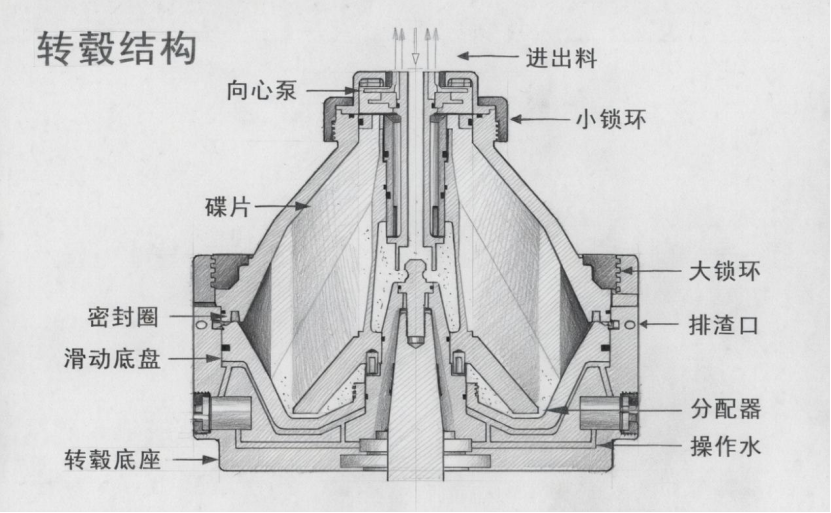
主要部件表面粗糙度测试 转鼓部件组成
技术参数:
分离机型号 | BPS-L202 | BPS-L204 | BPS-L305 | BPS-L207 | BPS-L209 | BPS-L211 | BPS-L413 | BPS-L215 | BPS-L417 |
转速Speed (r/min) | 11000 | 11500 | 8500 | 7800 | 7300 | 6500 | 6050 | 5300 | 4800 |
离心力G-force(G) | ≥13350 | ≥17000 | ≥12100 | ≥12000 | ≥12000 | ≥10800 | ≥10400 | ≥9161 | ≥8800 |
沉降面积Ae (m2) | ≈4600 | ≈18000 | ≈28000 | ≈48000 | ≈58000 | ≈90000 | ≈110000 | ≈135000 | ≈245000 |
转鼓直径Bowl size(mm) | ¢240 | ¢300 | ¢375 | ¢440 | ¢506 | ¢565 | ¢620 | ¢720 | ¢806 |
转鼓容积Bowl volume(l) | 1.2 | 2.5 | 5.5 | 9.1 | 14 | 23 | 32 | 45 | 65 |
渣腔容积Sludge volume(l) | 0.7 | 1.3 | 2.9 | 4.2 | 7 | 10 | 15 | 21 | 35 |
在线清洗CIP | √ | √ | √ | √ | √ | √ | √ | √ | √ |
在线灭菌SIP | × | √ | √ | × | √ | × | √ | × | √ |
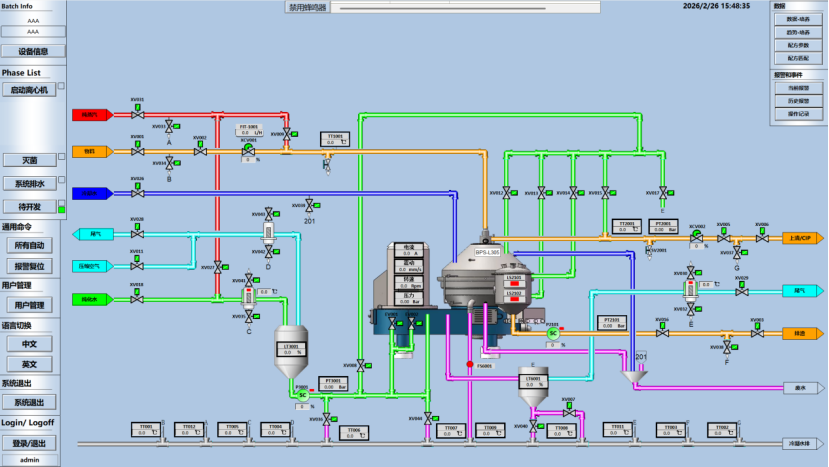
离心机自动化控制特点
l 适用于医药方面的顺序控制,底层CM的设计,可随时依项目进行底层控制调用。内部仿真设计,可在无实物的情况下对传感器进行功能性测试。
l 操作界面简洁,布局合理,极具人性化,分区域设计便捷使用。
l 控制逻辑紧凑,程序段间互不影响。
l 程序基于ISA88编写,符合制药规范。程序设计灵活便于维护和拓展,减少编写时间。
l 系统安全性高,采用循环扫描机制,响应速度快,能够精准完成联锁保护。
l 支持后续接入MES等通讯,面向数字化工厂、智能车间。
百帕斯离心机部分案例
案例1:猪圆环病毒(PCV)疫苗生产
l 系统在线SIP,通过无菌培养试验
l 进料浊度162 NTU,出料上清浊度55 NTU,蛋白回收率高达98%。
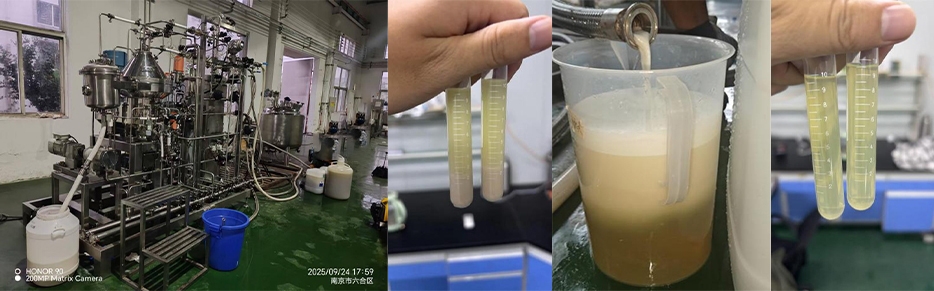
案例2:蚯蚓破碎液生产蚓激酶原料
l 1000L物料 80分钟完成分离(PK管式离心机3小时)
l 分离后清液固含量平均 仅为0.47%
l 排渣间隔、时间灵活设定,过程全自动化
l 进出口温升控制在3℃以内
案例3: 化妆品用辅料红没药醇生产
l 三相离心机分离获取目标轻相,乙醇萃取后看目标物的含量;
l 利用气相色谱仪检测,结果完全符合预期;

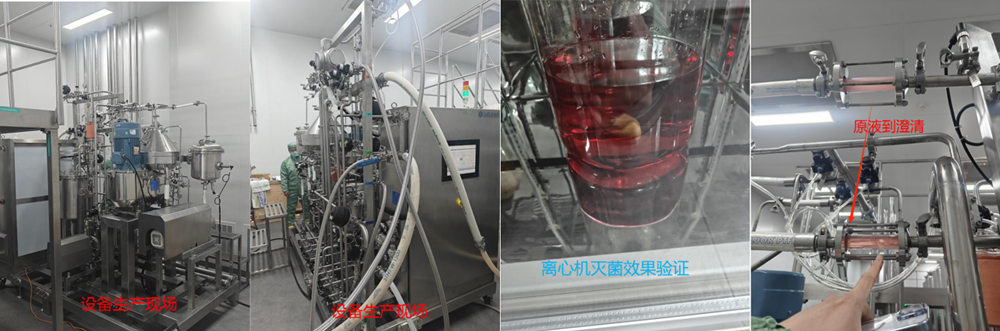
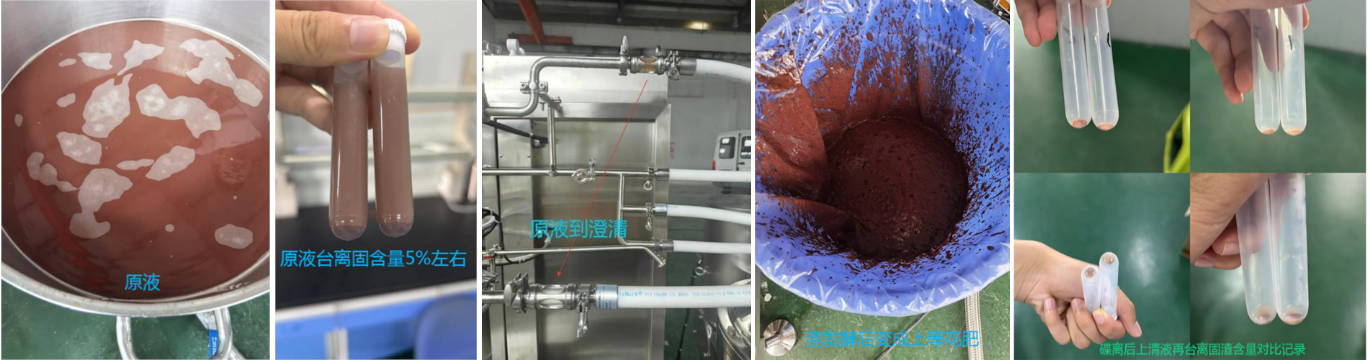
案例4:大肠杆菌发酵液原液(收固相)
l 大肠杆菌发酵液原液固含量40%,稀释后固含量15%测试分离效果。
l 15%原液分离,重相台离后含渣率95%,轻相浊度监测300-480NTU,完全满足客户需求
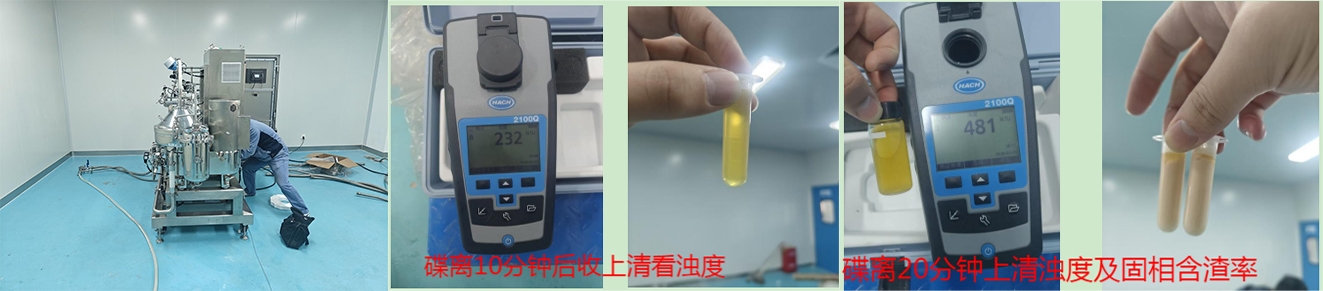
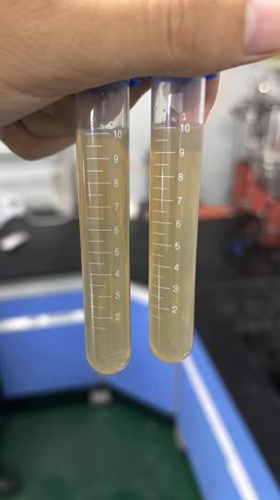
案例5:大肠杆菌破碎液分离
l 30分钟碟离一次性分完50L物料,收集上清液与原液对比,澄清度很好。
l 碟离后收集上清再台离,几乎没有固渣。

案例6:毕赤酵母发酵液分离
l 原液固含量20%。
l 碟离收上清,上清再台离测试,几乎没有渣。
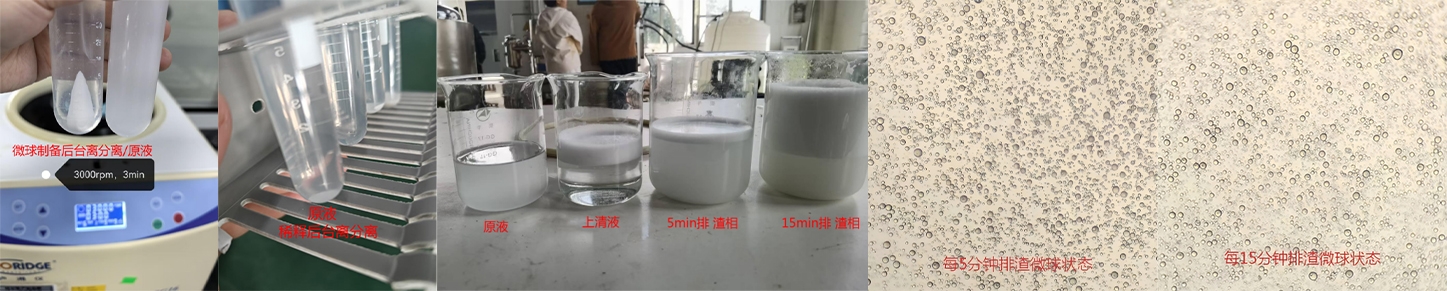
案例7:微球溶液浓缩
l 微球原液100L,台离测试固含量0.3%。微球之间有一定的粘性,容易聚集在一起。
l 不同阶段物料再台离分离,看效果。渣相浓缩比率由原料含量0.3%到碟离后的4.5%。
l 碟离后的微球在显微镜下观察形貌未改变,外观基本无破损。浓缩效果及物料属性均达客户要求。
上一篇:暂无
下一篇:暂无